

郑州巴特熔体泵在熔体泵行业多年经营,生产销售中遇到过熔体泵产生的各种各样的问题与故障,如果客户在使用不当产生的故障问题我们也会时间沟通并帮忙解决问题,词过程中我们也积累下了很多关于熔体泵问题故障产生原因与解决方法。根据实践经验,我们认为预防熔体泵故障产生应该注意以下几方面的问题。
3.1 终缩釜金属构件损坏和脱落
有多种原因可能导致终缩釜金属构件损坏和脱落,下面对不同的原因进行分析并提出预防措施。
3.1.1 终缩釜里构件结构不台理强度不够
从终缩釜掉落的金属件有:螺栓、刮杆、刮板、溢流孔板及其筋板、固定座子等零件。我公司的一线、二线及其切片厂,均出现过靠终缩釜出口的一根拉膜刮杆折断掉下的情况。而且相邻的还有3—4根均有不同程度的倒伏。这些刮杆倒向搅拌的方向,越靠近出口倒伏越厉害,但刮杆与搅拌鼠笼仍有间隙,没有摩擦碰撞的痕迹,很显然是粘稠的熔体造成的。越靠近出口,熔体的粘度越高, 相邻两根刮杆距离约120mm,这两处熔体粘度的差别,就可以使两根刮杆倾倒角度差别很大(约有25。),可见刮杆的强度不够。刮杆的结构如图2a所示,其抗便I向力很差,如改为图2b结构,其抗倒能力将大幅度提高。
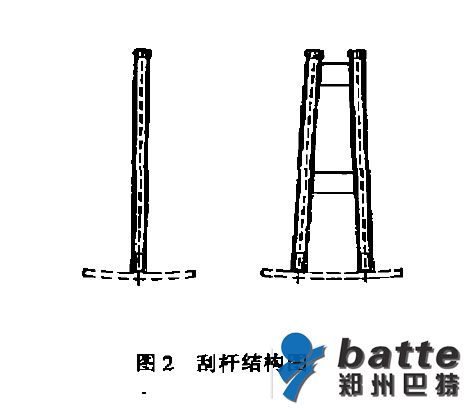
图2 刮杆结构图
另外。终缩釜靠出口一端鼠笼侧面设置有一块半月形的孔板,这块孔板处于鼠笼侧端与L形刮刀之间。我公司一、=线和其它切片厂均发生过类似事故:L形刮刀刮到孔板,致使孔板变形和撕裂,L形刮力弯曲变形,甚至变形后的L形刮刀又危及主轴的梯形刮板,使其变形甚至脱落。L形刮刀与其它部分的间隙一般不少于lOnun, 正常情况下是不会与其它零部件碰撞的。但在粘稠熔体的作用下,孔板存在变形和位移,使刮刀得以触及。从二线的情况来看,孔板的强度和固定方式都存在问题,有必要重新设计。但是必须充分考虑到,对刮杆、孔板等进行加强后,在发生熔体温度太低等异常情况时,终缩釜内部的损伤可能会更大。
3.1.2 熔体粘度太高或液位太高
熔体粘度太高或液位太高时,终缩釜内部构件受力将会增大,其薄弱的部位如刮杆、孔板和鼠笼本身即可能受到损伤。另外终缩釜的搅拌鼠笼具有一定的绕性。在较大的作用力下会产生更大的位移和变形,从而改变各零部件之间的间隙,后导致零件间的碰撞。引发事故。
熔体粘度或液位的变化必然改变搅拌器的负荷。并通过马达电流的变化反映出来。在工艺控制操作中要注意避免出现马达电流过大的情况。可以在控{爿程序中设置一个限定值, 当马达电流达到这个值时,报警并停止搅拌器的运转;此外,搅拌器的安全装置在检修时必须校验,并且在改变其力矩设定值时。要充分考虑到设备的安全性。
3.1.3 熔体温度太低
熔体温度越低,熔体越牯稠,即会产生如前所述的后果。其主要原因是热媒的温度(如热媒站停机过久)和温度控制出现了问题。除了设置搅拌器马达电流限定值、注意安全装置的使用外,还可以在控制程序中设置熔体温度限定值,以保护设备。
3.1.4 轴承磨损太大, 鼠笼移位
搅拌器的轴承磨损大,会使搅拌鼠笼下沉和位移,改变各零件间的间隙,引起零件问的碰撞,产生不良后果。
根据经验。采用润滑油润滑的搅拌器轴承,其运行周期长达两年,保证搅拌器可靠运行的关键在于维修管理,主要体现在:,保证轴承室备件质量;第二,保证维修质量;第三,加强日常维护保养和监测。
3.1.5 在终缩釜出口管道上设置格网
为防止终缩釜脱落的零件损坏熔体泵,还可考虑在终缩釜的出口管道上设置如图3所示的格网。
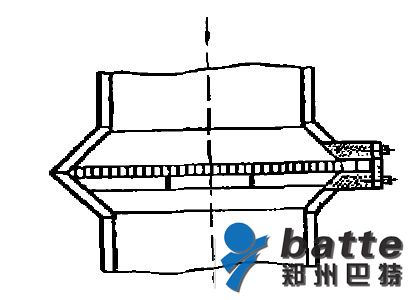
图3 管道格网示意图
格网采用薄不锈钢板制作, 以能拦截终缩釜里边小的螺栓来确定网孔的大小。但是,也必须考虑到,在设置格网后,如果终缩釜形成的结焦物太多,这些结焦物会被拦截在格网上引起终缩釜出口管道堵塞,导致重后果。
3.2 结焦糟
结焦物一般在反应釜的气相空间里形成。但是,某切片厂大侈时发现,其三线终缩釜存在大量的结焦物,厚达2Om ,甚至存在于终缩釜的底部。形成结焦物的主要原因是系统里舍氧,而氧的来源。一是由于系统泄滑,二是加入系统的氮气里台氧。因此,防止氧气的带入或渗人能有效防止结焦物形成。值得特别注意的是。在转产、抢修 等临时停机中,系统的残余物料,在高温下长时间处在充氨保护状态,亦可能形成大量结焦物,因此,必须尽量避免临时停车和缩短停车时间。
3.3 泵头和其它设备管道的加热
泵头和其它设备管道加热不够,会增加熔体泵的负荷,甚至使泵头堵转或损坏。另外,泵头靠熔体自润滑,熔体温度不够,其流动性变差。影响泵头的润滑。在转产或抢修过程中,停机状态的泵头加热时间过长,将会使泵头残留熔体降解、碳化,改变泵头原有的间隙。影响泵头的润滑。适宜的泵头加热时间为4一Bh,在生产线的开停过程中注意安排泵头的降温和加热。
3.4 熔体过滤器的使用
过滤器的压差直接影响到熔体泵的出口力。压差大。熔体泵出口压力高。在高产量时。熔体泵的负荷较大,这时,可考虑适当降低熔体过滤器的切换压差。保证熔体滤芯的零件质量和清洗质量,有助于减少过滤器高压差运行和熔体泵高负荷运行时间,延长泵头使用周期。
3.5 测量仪表的校验和使用
温度、压力、液位等参数是否真实反映实际状态非常重要。如果这些参数误差太大,熔体泵就可能在低温、超压、缺料状况下运行而不会报警连锁,无法使熔体泵的安全得到保障。重视和加强有关控制仪表的管理, 留意反常参数及参数间的相互关系,有利于及时发现和纠正存在的问题,保障生产安全。
