


郑州巴特熔体泵公司根据市场的需求,BATTE公司提供驱动装置和熔体泵控制系统,并可为客户设计系统,以满足特殊的加工工艺要求。我们有丰富的施工经验和卓越的工程设计能力,为客户在精密挤出领域提供佳方案。针对精密挤出中对稳定压力,恒定流量的要求,我公司开发了仪表和PLC两个系列四种控制系统(P10,S10,S20,S60),来满足挤出领域的大多要求。
P10仪表控制系统:1.两个压力闭环控制 2.压力上下限报警
3.三个独立温度控制 4.泵低温保护
S10 PLC控制系统:1.两个压力闭环控制 2.压力上下限报警
3.流量控制 4.手自动无扰切换
5.触摸屏人机界面
S20 PLC控制系统:1.两个压力闭环控制 2.压力上下限报警
3.三个独立温度控制 4.流量控制
5.手自动无扰切换 6.触摸屏人机界面
7.过程值连续监控
S60 PLC控制系统:1.两到四个压力闭环控制 2.压力上下限报警
3.20-30个独立温度控制 4.流量监控
5.手自动无扰切换 6.触摸屏人机界面
7.过程值连续监控 8.运行监控和故障检修
9.适应更复杂的挤出或复合系统
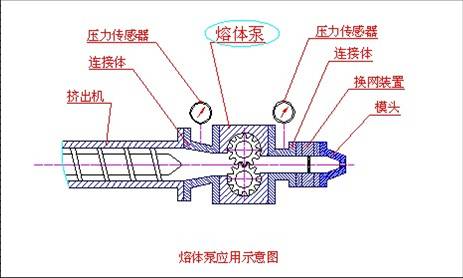
系统工作原理:
采用西门子S200系列PLC+触摸屏对熔体泵及上游主机进行闭环控制,系统同时显示熔体泵进料口、出料口压力及转速和电流等数据,并可对流量进行控制。系统具有先进的机电一体化特性,实现压力、流量的手动/自动控制,提高生产质量和效率,并且具有一定节能效果。
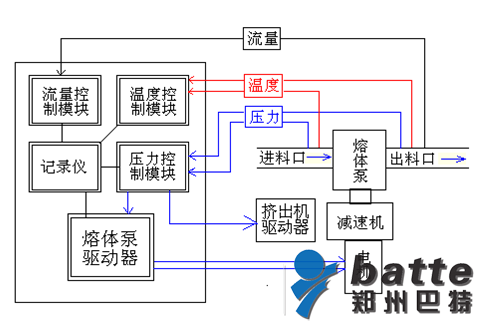
熔体泵系统控制:电气框图如上,正常时系统可设定一个压力值,由驱动器拖动电机进行调速运行,维持出料流量恒定和挤出压力恒定。当压力增加流量过大时,装在熔体泵出口的压力传感器将检测到的压力信号转换成电信号送到PLC,PLC通过精确比较、计算,发出信号给变频器控制部分,驱动器的输出频率下降,进而使泵电机转速降低,管道压力降低,恢复到设定状态,达到出料口流量恒定的目的,满足正常的生产需求。
当流量减少压力降低时,而是通过相反的过程,使管道出口的压力、流量恢复正常。也就是,当管网受外界干扰或流量变化,引起压力波动时,由PLC控制驱动器自动调节输出频率,改变泵电机转速,从而恒定输出流量,以维持模头压力在设定范围内,达到挤出精密制品,并相应的提高产品质量。
主机辅助控制:系统控制主机保持一个较稳定的输出,将物料充满熔体泵的入料口,同时又不至于压力太高损坏挤出机和熔体泵,使熔体泵稳定的输送物料成为可能。
牵引机辅助控制:(可选)牵引机控制器根据在线检测提供的信号,及时控制牵引电机调整牵引速度,把好挤出系统的后一关。
系统的主要特点:动/自动切换、工频运行、故障报警来控制系统的正常工作。采用压力传感器,进行现场数据采样,并经模拟量模块输入PLC完成维持压力恒定的自动控制。系统可根据流量、压力大小自动调节熔体泵的转速,维持设定的压力、流量在设定值。同时并记录时实数据、历史数据。无管网冲击,降低噪声,延长寿命。 系统具有过压、欠压、过流、过载等保护功能。
